吟醸造りに基づいた製法
酒田醗酵のどぶろく造りの一番の特徴は、一般的な特区免許で製造されているどぶろくとは異なり、吟醸造りを徹底して追求したどぶろく造りを行っている点に有ります。
そのため醸造設備、工程とも一般的な清酒メーカー特に吟醸酒造りを得意とするメーカーと比べても規模は異なりますが、なんら遜色のない酒造りを行っております。
このページでは当社の酒造りについてご説明いたします。
ぜひ最後までご覧下さい。
良質の水を追い求め酒田醗酵は遊佐町に醸造所を移設しました

鳥海山の麓、遊佐町。
日本海から吹きつける地吹雪、深々と降る雪。
そして丸池様をはじめとする名水の里としても知られています。


美味しい名水は鳥海山のブナの原生林が大量の水を保持し、それがゆっくりと湧き出る伏流水によってもたらされます。
鳥海山の伏流水はミネラルバランスが絶妙で、仕込み水として理想的な性質を持っています。
この水が、酒田醗酵のどぶろくに繊細な旨味とやわらかな口当たりをもたらします。
創業当初の酒田市の醸造棟では、新しく醸造設備を導入することもどぶろくを良い状態で保管するための冷蔵設備を増やすことも難しい状況でした。
そこで、その良質の水源を求め、酒田醗酵は2007年に山形県酒田市からその北にある遊佐町へ醸造所を移転いたしました。

また酒田醗酵は一般的な清酒メーカーと同じ、醸造は冬季間のみの寒造りを行っています。
気温の低い冬場は醗酵に重要な一定期間の低温状態が確保しやすいこと、空気中の雑菌・微生物が少ないことから酒造りにとって最適の環境になります。
良質の水と澄んだ空気環境、美味しいお酒を造るための昔からの知恵が引き継がれています。
伝統的な手法を大切にしながらも、出来る限りの設備を導入し、より高品質などぶろく造りを実現しています。
温度管理の徹底、精米歩合の調整、衛生管理の強化など、細部にまでこだわることで、安定した品質を保っています。
厳選した米を適切に処理することから酒造りは始まります
良質な水源は確保しました。
酒造りにもう一つ必要な原料、それは米です。
酒田醗酵では原料米も吟味して良質ものを確保し、全て手作業で処理しています。
使用する米は山形県指定酒造好適米(酒造り専用の米、いわゆる酒米)と地元鳥海山の伏流水で仕込みます。
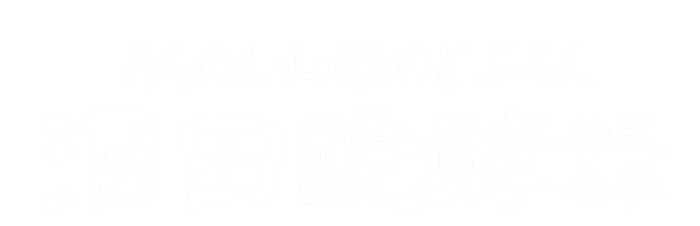
昔から酒造りは一麹(こうじ)、二酛(もと)、三造りと言われ、酒造りでは麹造りが一番肝要と言われました。
その良い麹を得るために最も重要な作業になるのが原料処理(精米・洗米・浸漬)です。
洗米(米を洗うこと)は一般的な清酒メーカーが大吟醸造りで行う手洗いを全量行っています。
酒田醗酵のどぶろくは、単なるお酒ではありません。
それは、創業当初からの「吟醸造り」の精神が息づいている、まるで職人の手によって育まれた芸術品のような存在です。
こだわりポイント:酒造好適米の特性
まず、使用するのは酒造好適米です。
普通の米とは一線を画す、これを選ぶ理由は一目瞭然です。
これらの米は、酒作りに最適化されるよう品種改良されており、ただの米ではなく、まるで専用の楽器のように酒造りに寄り添います。
- 一般的な食用米と比べて米粒が大きく、精米時に砕けにくい
- 心白(しんぱく)と呼ばれる白い中心部を持つ
この心白が麹菌の働きを助け、より豊かな香りと奥深い味わいを生み出します。 - タンパク質や脂質が少なく、雑味が少ない
- 吸水性が良く、保湿性が高い

山形県は米作りと酒造りが盛んな地域であり、「出羽燦々」や「出羽の里」、最新の「雪女神」などの優れた酒造好適米が開発され、山形の酒の品質を支える重要な要素となっています。
蒸米の工程:米の旨みを引き出す重要なステップ
どぶろく造りにおいて、「蒸米」は単なる下準備ではなく、味わいを決定づける重要な工程です。
(正式には蒸きょう[じょうきょう]という工程になります)
蒸米の状態次第で、その後の麹造りや醗酵の進み方が大きく変わります。
酒田醗酵では、より香り高く旨みのあるどぶろくを生み出すため、この蒸米の工程にも特別なこだわりを持ち、工夫を重ねています。
ストーリー(1):蒸気に包まれた吟醸コシキ

吟醸コシキが米を蒸している作業場は蒸気で真っ白に包まれています。
まるで雲の中にいるかのような幻想的な光景の中、蒸し上がりの瞬間が訪れます。
蒸気が晴れると、そこには輝く酒米が姿を現します。まさに光り輝く宝石のような瞬間です。

理想的な米の状態を作りたい
蒸米を作る目的は、単に米を柔らかくすることではありません。
酒造りに適した米の状態を作ることが求められます。
- 表面はしっかり、芯は適度に柔らかく
- 麹菌が繁殖しやすい状態を整える
- 醗酵時に糖化がスムーズに進むようにする
酒造りでは、米を炊くのではなく蒸しています。
外側が適度に硬く、内側は軟らかい、「外硬内軟(がいこうないなん)」な仕上がりが理想的です。
これが大切な理由は、糖化や発酵には時間をかけたほうが、深みのある味わいのお酒ができるからです。
もし米がすぐに崩れてしまうと、発酵がうまく進まないのです。
また麹作りにも、米が柔らかすぎると麹菌が表面に広がりすぎて、十分な力を発揮できません。外側が硬く内側が柔らかいと、菌糸が表面に広がるのを防ぎ、内側に向かってしっかりと伸びていきます。これによって、元気な麹が育ちます。
どぶろくの製造には、麹がしっかりと働き、米の旨みを十分に引き出すことが求められるため、蒸しの加減が重要になります。
吟醸甑の導入:均一な蒸しを実現
従来はせいろを使って蒸していましたが、この方法では蒸しムラが発生しやすく、均一な蒸し米を作るのが難しいという課題がありました。
そこで、より理想的な蒸し米を実現するために、思い切って乾燥蒸気用のボイラーを設置しました。
ボイラーは水を加熱して高温の蒸気を発生させる装置で、これにより安定した強い蒸気を供給できるようになりました。
さらに、この蒸気を効率的に活用するため、吟醸甑(こしき・蒸し釜)を導入し、米の芯までムラなく均一に蒸し上げる環境を整えました。
この設備投資は決して簡単なものではありませんでしたが、酒田醗酵のどぶろくをさらに深い味わいにするためには欠かせないものでした。


むす蔵くんです。(これ、名前です。ついつい愛着が湧いてきませんか?酒田醗酵に一度いらしたことがある方ならご存じの方も多いかもしれませんが、弊社の醸造機器にはそれぞれ名前がついていますので今後も色々とご紹介いたします。)
このプロセスを助けてくれるスーパーヒーローのような存在です。
酒田醗酵の醸造機器の中でも特に活躍しており、均一な蒸し上がりを可能にしています。
吟醸甑は、
- 蒸気を均一に行き渡らせる
- 米粒がベタつかず、適度な硬さを保てる
- 余分な水分を飛ばし、香り高い蒸米を作れる
といったメリットがあり、より安定した品質の蒸米を得ることができます
蒸米のこだわりポイント
蒸しの工程では、「温度」と「時間」のわずかな違いが仕上がりを大きく左右します。例えば、
- 蒸し時間を短くすると、米の芯が残りすぎて糖化がうまく進まない
- 蒸し時間を長くすると、米がベタつき、麹菌が米の中まで均等に繁殖しにくい
そんな微妙な調整を何年もの経験をもとに、毎回ベストな仕上がりを目指して調整しています。
吟醸造りを踏襲しつつも、蒸米の硬さや水分量については、さらなる品質向上を目指し「ふくよかな米の旨みと、キレのある後味」を持つどぶろくに適合した仕上がりになるように、細かく検証しながら日々改良を重ねています
ストーリー(3):放冷作業の緊張感
次に、蒸し上がった米の重量を計り、放冷作業に入ります。この作業は放冷台で行われ、米が適温に冷まされます。
蒸し上がった米の温度や水分量にも細心の注意を払います。
米の感触や弾力を確かめながら、五感を研ぎ澄ませて向き合う、緊張感のある瞬間です。
ちょっと手を抜くと「うーん、なんだか違う!」と感じる仕上がりになってしまいます。
用途によって行き先が変わり、麹米は種切をして製麹作業へ、掛米はどぶろくのタンクに送られていきます。
酒田醗酵のどぶろくを支える蒸米の技術
どぶろくの味わいに直結する「理想の蒸米」を実現するためにこうした工夫を積み重ねています。
シンプルな工程のように思われがちですが、実際には微妙な調整と職人の経験がものを言う奥深い作業です。
酒田醗酵のどぶろくを口にした時に、ふんわりと広がる米の甘みや奥深いコクを感じられたら、それはこの「蒸しの工程」が生み出した味わいの一部なのです。
自社で行う麹(こうじ)造
どぶろくの味を決める「麹」の重要性
どぶろく造りにおいて、麹はまさに「酒の設計図」と言える存在です。
醗酵の主役である酵母の働きを支え、甘みや旨み、香りの基盤をつくるのが麹。
「麹がなければ発酵が始まらない」と言っても過言ではありません。
どぶろくの個性は、この小さな菌たちの働きによって大きく左右されます。

酒田醗酵の麹造り
麹は蒸米に麹菌を繁殖させたもので、麹内で生産された酵素の作用によって蒸米を分解・溶出するだけでなく、麹菌の代謝産物(糖分、アミノ酸、色素、芳香など)が酒の風味を形成します。

麹が作り出す酵素の働きによって、お米のデンプンは糖に、タンパク質はアミノ酸に分解され、同時に酵母の栄養源になり、どぶろくの甘みやコクが生まれます。
さらに、麹菌の代謝によって香りや色合いにも影響を与え、酒の風味を決定づける重要な役割を担っています。
ストーリー(1):蒸米の完成
蒸し上がった米を放冷台に広げて、温度と水分量を整える作業が始まります。
麹づくりに適した蒸米に仕上げるためには、水分量と温度が重要です。
表面だけ冷えていても、中が熱すぎると麹菌がうまく繁殖しません。
米を広げ、手でほぐしながら、米の一粒一粒の感触を確かめます。
温度計と手のひらから伝わる感覚で、適温に近づく瞬間を見極めます。
ストーリー(2):種切の儀式
適温になった蒸米に、麹菌を振りかける「種切(たねきり)」の工程に移ります。
均一に菌が付着するよう、丁寧に、慎重に。
まるで大地に種をまくかのように、静かで繊細な作業です。
息吹を吹き込まれた麹米がこれから数十時間をかけてゆっくりと育っていきます。

製麹機の導入
当初、弊社では市販の乾燥麹を仕入れてどぶろくを製造していたため、麹室の設備がありませんでした。
しかし、より理想的などぶろく造りのために、製麹機を導入し、自家製麹に切り替えました。
池田機械工業株式会社(山形県)製、こうじ発酵機「こうじ君」です。
吟醸コシキ「むす蔵君」からバトンタッチされた蒸米を麹米に仕上げる頼もしい存在です。
むす蔵君については「蒸米編」で紹介しています。
最大60kgの麹を一度に製造可能なうえ、自動温度制御で麹室に近い温度・湿度環境を再現し、衛生的かつ安定した麹を生産します。
とはいえ、導入当初は麹の温度を思うようにコントロールできず、試行錯誤の連続でした。
使い方も工夫を重ねる
本来の使い方とは異なる方法も試しています(メーカーの方には怒られそうですが…)。
通常の方法では麹米を袋にまとめて1つの塊にしていましたが、麹が窒息してしまっている感覚があり、
「盛り」の工程を再現するために、内部を3段構造にして麹を薄く広げるようにしました。
これによって麹の仕上がりが均一になり、香りも良くなりました。

また、本来はコンピューターでプログラムされた管理機能を使えば、最初から最後まで自動で管理できる製品ですが、
あえて自動機能を使わず、マニュアル操作で温度や内部ファンの挙動を調整しながら管理しています。
衛生管理も徹底し、麹袋は使用前に必ず煮沸消毒し、本体は入念に洗浄・乾燥。
さらにオゾン発生器で消毒することで、雑菌のリスクを抑えています。
ストーリー(3):こうじ君の出番です
種切を終えた米は、製麹機「こうじ君」の中へ。
布でくるみ、湿度と温度を適切な状態にして、麹菌の繁殖が始まります。
この瞬間から、米は「米」ではなく、「麹米」へと変わる旅を始めます。
ストーリー(4):切り返し
時間が経つにつれ、麹菌が繁殖し、米同士がくっつきはじめます。
ここで「切り返し」という作業が入ります。
固まりすぎた米をほぐし、できるだけ一粒一粒が均等に醗酵できるように。
温度が下がりすぎないように、手早く、丁寧に行います。
種麹の選定
種麹とは、麹を作るために使用する麹菌の胞子を乾燥させたものです。
酒造用の種麹は多種多様ですが、「〇〇を使えば理想の味になる」というわけではなく、自社のどぶろくに合ったものを見つける必要があります。
現在、弊社では最適な種麹を探し、さまざまな種類を試しています。
種麹の種類だけでなく、添加量によっても麹の出来が変わるため、配合のバランスを調整しながら日々試行錯誤を重ねています。
麹造りの現場
麹造りでこだわっているのは、
- 品温の最高温度までの過程(もっていきかた)
- 麹を締めるための水分調整のタイミング
麹を育てる環境は、まるで生き物の世話をするようなものです。
小さな機械の中ですが、麹菌にとってはまさにそこが「畑」です。
最適な環境を整え、健やかに育てることを心がけています。

また、切り返し作業などは手作業で行い、麹を手早く処理しながら温度が急激に下がらないように気を付けています。
どぶろく製造の中でも骨の折れる作業ですが、愛情を込めて取り組んでいます。
香りの変化や手で触れた感覚、こうした感覚的な要素も大切な経験となり、次の製造にも活かしています。
ストーリー(5):手入れと層の入れ替え
製麹機の中は三段構造。 上の層、真ん中の層、下の層、それぞれの温度や湿度に微妙な違いがあります。
ここで、層を入れ替える「積替え」の作業が行われます。
適宜、上下を入れ替え、全体のバランスをとる。 麹菌が元気に育つ環境を整え、最良の状態へと導きます。
また、外側と内側では品温と水分に差が出てくるため、手入れをして平均化します。
ストーリー(6):仕舞い仕事
最後の仕上げに入ります。ふわっと軽やかに仕上がった麹。
製麹機の蓋を外し、水分を適度に飛ばす。味の締まりを決める重要な工程です。
理想の麹
世の中には良質な市販の麹もありますが、私たちはあえて自分たちの手で麹を育てています。
その理由は単純で、「この味が欲しい」というこだわりがあるからです。
理想としている麹は、
- 噛むと上品な旨味をわずかに感じるもの
- どぶろくの発酵中に適度に溶け、旨味と香りを生み出すもの

そのために、
- 蒸米のさばけを良くする
- 麹の水分量を適切に管理する
などの工夫を行っています。
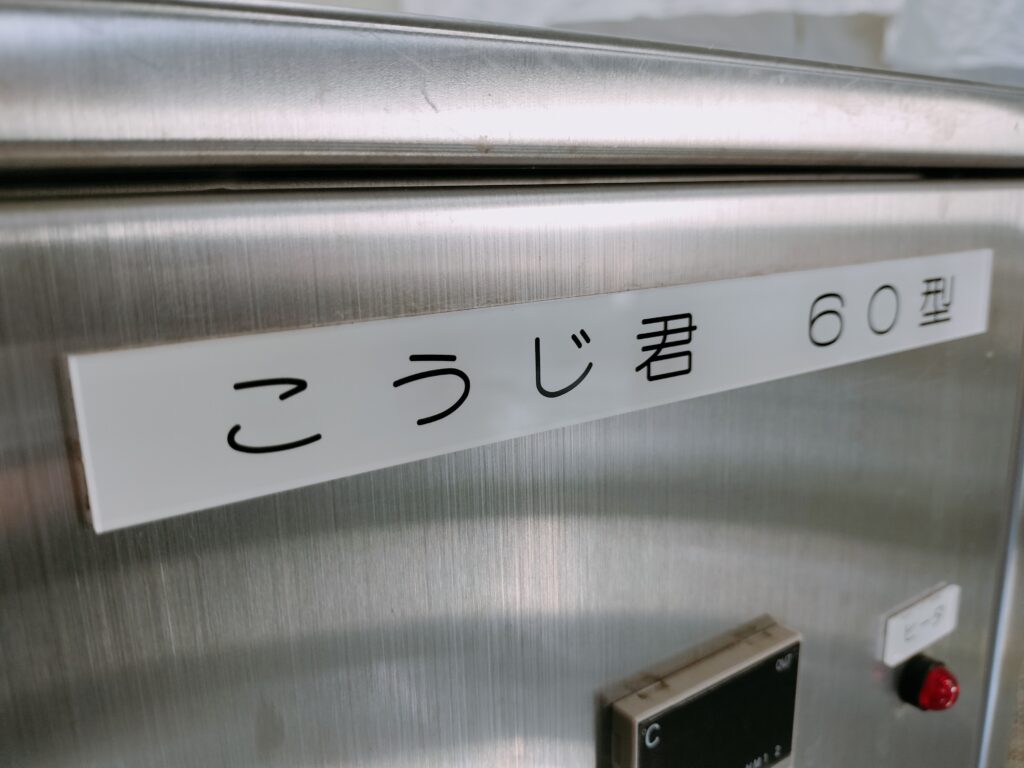
ストーリー(7):出麹の瞬間
こうして、麹が完成しました。手に取ると温かく、やさしい甘い香りが立ち上ります。
何十時間もの間、見守り続けた麹が、ついにどぶろく造りの次のステージへと進みます。
ひと粒ひと粒に、手間と想いを込めた麹。
酒田醗酵のどぶろくの要となる、大切な存在です。
試行錯誤を重ねながら辿り着いた、私たちの麹造り。
手間も時間もかかりますが、この麹があってこそ、私たちのどぶろくが生まれます。
吟醸造りと同じ長期低温醗酵
低温長期発酵を採用することで、ゆっくりと酵母を働かせ、雑味の少ない味わいを実現しました。
使用する酵母も吟味し、どぶろくの香りや味わいを最大限に引き出します。

酸味の少ないどぶろくを造るにはもろみの長期低温醗酵が不可欠です。
5℃の専用低温発酵室を設けたこと、一般免許への変更があることで県外の酒米の使用も可能になり、山田錦を使用した大吟醸どぶろくを毎年製造しています。
200ℓのステンレスタンクで醸造しています。
1シーズンの間、次から次へと醸造します。
(1本のタンクができあがるまで約3週間掛かります)


手作業のビン火入れ作業
充填機は「びん太」が活躍しています。
酒田醗酵のどぶろくは火入れをして出荷しております。
(美味しい状態で長期保存ができます)
濾過をしない、搾らないどぶろくは一番美味しいタイミングを見計らい火入れをし、醪(もろみ)をそのままビンに封じ込めます。
酒田醗酵の火入れは湯煎方式で酵母を殺し醗酵を止めます。
湯煎方式の火入れは香りを逃さずに製品化できることがメリットです。
手数がかかる工程ではありますが、どぶろくの風味を損なわないよう細心の注意を払いながら、一つひとつ丁寧に仕上げています。
清酒メーカーでも使用される湯煎用のプールを使用し作業を行っています。


酒田醗酵の打栓マシンはイタリア製のものを使用しています。
(一本一本、きちんとキャップに溝が切れているか確認します。)
大型冷蔵室での品質管理
火入れ後のどぶろくは井戸水で急速に冷ました後、冷蔵庫で約3度で出荷直前まで保管されます。

生のどぶろくもあります
冬季間は、火入れをしない生のどぶろくを生産しております。
賞味期限20日程度になりますが、酵母がふつふつと生きていて、毎日変化していくどぶろくをお楽しみいただけます。

添加物なし。アルコール追加なし。
発酵の力を閉じ込めたどぶろく。一口ふくめば、米の旨みがふわりと広がる。時とともに味わいがなじみ、まろやかに深まる。その変化も、また格別。
日本酒の原点である“どぶろく”を五感を研ぎ澄ましてお楽しみください。

酒田醗酵 製品情報
製品一覧 通年品 どぶシリーズ 何も足さない 何も引かない 生まれたままの酒。どぶろくを飲んだことがない方にもおすすめの定番商品です。 どぶシリーズ詳細情報 数量限定…